





| 型号 | 1500*1500 |
|---|---|
| 表面处理 | 0 |
| 材质 | 铸铁 |
| 公差 | 0.001 |
| 品牌 | 中铸 |
| 加工定制 | 是 |
| 加工周期 | 4-7天 |
| 砂型铸造种类 | 粘土干砂型 |
| 特种铸造种类 | 消失模铸造 |
| 成型工艺 | 低压铸造 |
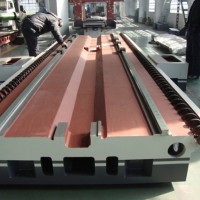
机床铸件包括床身、工作台、立柱、龙门顶、连接梁。
机床铸件材质均为**细腻的灰口铸铁HT200-300**的配比,更高的抗拉抗弯强度,国际流行的热处理工艺,使铸件应力变形减少到**小度。长久使用更趋于稳定。
影响机床铸件质量的因素很多:
1.是大型机床铸件的设计工艺性。进行设计时,除了要根据工作条件和金属材料性能来确定机床铸件几何形状、尺寸大小外,还必须从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少铸铜件的成分偏析、变形、开裂等缺陷的产生。
2.要有合理的铸造工艺。即根据铸件结构、重量和尺寸大小,铸造合金特性和生产条件,选择合适的分型面和造型、造芯方法,合理设置铸造筋、冷铁、冒口和浇注系统等。以保证获得**铸件。
3.是铸造用原材料的质量。金属炉料、耐火材料、燃料、熔剂、变质剂以及铸造砂、型砂粘结剂、涂料等材料的质量不合标准,会使机床铸件产生气孔、针孔、夹渣、粘砂等缺陷,影响铸件外观质量和内部质量,严重时会使铸件报废。
4.是工艺操作,要制定合理的工艺操作规程,提高工人的技术水平,使工艺规程得到正确实施。
床身铸件(大型机床铸件)的优点:
1、树脂砂型刚度好,浇注初期砂型强度高,这**有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铁铸铁、球墨铸铁件的少冒口、无冒口铸造。
2、实型铸造生产中采用聚苯乙烯泡塑模样,应用味喃树脂自硬砂造型(镗铣床工作台)。当金属液浇入铸型时,泡沫塑料模样在高漫无边际金属液作用下迅速气化,燃烧而消夫,金属液取代了原来泡汪塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。
3、相对来说,消失模铸造对于生产单件或小批量的汽车覆盖件,机床床身等大型模具袍之传统砂型有很大优势,它不但省去了昂贵的木型费用,而且便于操作,缩短了生产周期,提高了生产效率,具有尺寸精度高,加工余量小,表面质量好等优势。
机床铸件的涂装工艺技术要求:
1经过机械加工后的床身铸件,涂漆前必须用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保彻底清除表面的油污和其他污物。
2.底漆刷涂或喷、浸要均匀,底漆在使用前必须充分搅拌均匀,稀释至适当的年度再进行涂抹。
3.机床床身涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以清除。
4.采用水磨技术进行打磨,为防止机床铸件经过加工的表面生锈,需要采用防锈水进行打磨。
5.填充铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前必须充分搅拌均匀。
6.在**一到腻子打磨清理干净后,需要喷涂过氯乙烯第二道底漆,这样可以提高漆膜的平整度,提高漆膜的光泽。
大型机床铸件的铸型分型面选择得正确,可以简化造型操作,提高劳动生产率,使铸件尺寸准确,减少废品等。
在选择铸型分型面时,一般应注意下面几点:
1.尽量把大型机床铸件的大部分或全部放在下型内,这样可将主要的泥芯放在下型,便于泥芯的安放和检验,还可使上型的高度减低,便于合箱。是铸件分型面的选择,它将铸件全部放在下型,避免错箱,保证铸件质量。
2.应使铸件的加工面及加工基准面,放在同一个铸型内。在机械加工时,铸件上部的方头 ( 夹具夹紧处〉是作为外困表面车削螺纹的基准,由于加工面与加工基准面都处在同一个上型内,从而减少因错箱造成 的加工余量不够。
3.当机床铸件的加工面很多,又不可能都与基准面放在分型面的同一侧时,则应尽量使加工的基 准面与大部分的加工面放在分型面同一侧。
4.应使铸模容易从铸型中取出,并尽量减少活块模、高大的吊砂和弯曲的分型面等。
5.尽量减少泥芯的使用。这样可以省去制造和安放泥芯的工作,也可减少由此造成的误差及产生的披缝,降低铸件的制造成本。
6.铸件的的不加工表面应尽量避免有披缝。在套筒不加工的外圆表面上看不到披缝 , 提高了铸件的外观质量。
7.铸型的的分型面,应尽量能与浇注位置一致。这样可避免合箱后,再翻动铸型。因翻箱操作是一个很繁重的工作,同时在翻动大型铸件铸型时,可能使泥芯的位置发生移动,影响铸件的精度或造成缺陷。

